兩個標準都是腐蝕環境下使用的鐵素體—奧氏體不銹鋼管的標準規范。ASTM A790對無縫管和焊接管制造的要素和要求進行了規范,而ASTMA928僅包括電熔焊管。ASTM A790要求采用不添加任何填充金屬的方式進行雙相鋼和超級雙相鋼管的焊接。而ASTM A928要求焊縫采用添加填充金屬的焊接方法。
2、制造工藝
ASTM A790和ASTM A928標準中列明的制造工藝也給生產廠提供了一些自主選擇的余地。比如說在原料(卷板或板材)已經固溶退火的特定條件下,兩個標準都允許成品管不退火,這種情況的鋼管會印上HT-0標記。不過ASTM A790標準對這一情況有所限制:使用UNS S31803、S32205、S32750、S32760和S32520材料生產鋼管時,要補充腐蝕試驗。需方和生產廠必須就這兩個標準間的特殊差異達成一致。
ASTM A928將產品劃分五個不同的級別:
1級:鋼管的所有焊縫道次,應采用添加填充金屬的方法進行雙面焊接,且應全部做X射線檢測
2級:鋼管的所有焊縫道次,應采用添加填充金屬的方法進行雙面焊接,但不需做X射線檢測
3級:鋼管的所有焊縫道次,應采用添加填充金屬的方法進行單面焊接,且應全部做X射線檢測
4級:鋼管的所有焊縫道次,應采用添加填充金屬的方法進行單面焊接,但鋼管內表面的焊接道次可以不加填充金屬,應全部做X射線檢測
5級:鋼管的所有焊縫道次,應采用添加填充金屬的方法進行雙面焊接,且應做X射線抽檢(每15m焊縫應檢測不少于300mm)
3、尺寸
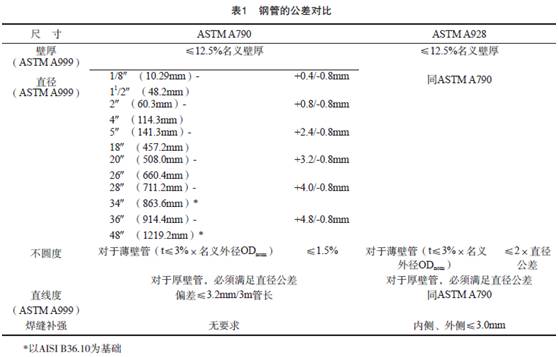
ASTM A790標準涵蓋的鋼管直徑從1 / 8″(10.29mm)到30″(762.0mm),壁厚范圍從1.24mm到12.7mm。以適用于鋼管的ANSI B36.10為基礎,可根據A790標準提供更大直徑尺寸的鋼管。對于直徑超過48″(1219.2mm)的鋼管,由于相關標準ASTM A999中沒有涵蓋,此類鋼管必須分別滿足直徑公差和不圓度公差。ASTM A999中要求的壁厚公差≤12.5%也同樣適用于壁厚超過12.7mm的鋼管。而ASTM A928參考了涵蓋范圍從直徑1/8″(10.29mm)到48″(1219.2mm)的ASTM A999標準。以適用于鋼管的ANSI B36.10為基礎,可根據A928標準提供更大直徑尺寸的鋼管。對于直徑超過48″(1219.2mm)的管子,由于相關標準ASTM A999中沒有涵蓋,此類鋼管必須分別滿足直徑公差和不圓度公差。ASTM A999中鋼管壁厚范圍從1.7mm到59.5mm。
為了使產品滿足兩個標準規定的鋼管公差,生產廠的壓力很大(見表1)。
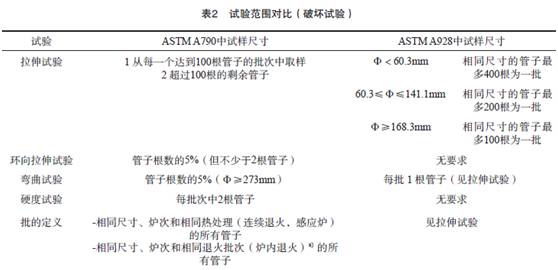
4、(批次的)破壞試驗
在BUTTING公司內部,對于ASTM A790和ASTM A928標準規定的破壞試驗,從制樣到記錄文件都要按照經材料試驗實驗室認證的DIN ENISO 17025∶2000來執行。要求的試驗包括拉伸、環向拉伸以及彎曲試驗和硬度測量。表2為ASTMA790和ASTM A928中破壞試驗要求的對比。
5、無損檢測
表3為兩標準的不同無損檢測要求。
6、實踐的重要性
本文以目前通用的標準為基礎進行標準對比,只反映了鋼管生產中最重要的一些特點,不詳之處在所難免。無論如何,需方和生產廠之間必須對標準之間的差異達成一致。就此而言,BUTTING公司本可以參考ASTM A790中規定的采用無填充金屬焊接方式生產厚壁鋼管。也就是說比如壁厚9.52mm或12.7mm的鋼管本可以采用無填充金屬方式焊接。但這有悖于我們的實際經驗,作為高品質鋼管生產廠,BUTTING公司不推薦按照這種方法采購鋼管,而建議按照ASTMA928中壁厚>4mm這種方式進行采購。采用添加填充金屬方法焊接后,焊件可以滿足更多ASTMA928中規定的耐腐蝕性能要求,因此作為生產首選。同樣需要指出的是,BUTTING公司只對外徑<114.3mm的鋼管進行單面焊接,因此如果沒有單獨的協議,這類鋼管只能按ASTM A928中的3級供貨。
